NET CAGE DESIGN
Individual farms may develop net designs that are almost unique. These specific designs are based on overall cage design, site characteristics, production plans and the operator experience at that location.
Net details must be designed according to the common structure of the main cage components (floating collar, stanchion/brackets, sinkers, sinker tube, etc.) to which the net will be fixed. Nets for circular floating cages generally consist of a vertical wall, mounted on a base net (the cage floor). The vertical wall is further divided into a submerged part (more or less corresponding to the net depth) and a jump net, which is the portion of the wall out of the water, from the waterline to the hand rail (Figure 37). A net cage is mainly made by assembling the netting with ropes and should be conceived as a rope frame structure containing the netting (Figure 37). All the weight of the cage should be borne by the ropes; while the netting only has to keep the fish confined inside it, and should have no structural functions. The robustness of the whole structure should be appropriate to the site exposure. The ropes must be of an appropriate length, size, material and type to meet the demands of the specific site.
As with the ropes, the netting attributes (as described above) must be chosen according to the site's characteristics, and the size and species of fish. In more exposed sites, a greater twine number (or breaking load) of the netting is required.
 of the netting is required")
Norwegian Standards NS-9415 provides advice on the minimum technical specifications of cage nets according to cage dimensions. As per these standards, Table 28 designates cage classification on the basis of depth and circumference ranging from Class I (shallow and narrow) to Class VII (deep and broad). This classification is used to recommend additional technical specifications. Dimension Class 0 is used for exceptionally deep or broad cages, which have critical aspects and should be calculated separately. It is important to note from this table that the depth from the water surface to the bottom rope must not exceed 40 percent of the circumference for circular cages, although 50 percent is acceptable for cone-shaped cages.
TABLE 28
Dimension dasses of cages (NS-9415)
")
Classification of cages through dimension classes permits standardization of some key structural parameters of the cage net, such as minimum breaking load (BL) of the netting, the number of vertical and cross ropes, and the minimum breaking load of the ropes (Table 29).
TABLE 29
Technical specifications of key elements of the cage with reference to dimension cage classes

Net ropes
The main structural component of the net is the system of ropes. These ropes ensure the strength and robustness of the net cage. Different types of rope are used, and there are no specific recommendations. The greatest experience has been with polysteel three-strand-laid ropes. This type of rope is an extruded blend of polypropylene (PP) and polyethylene (PE) that has been UV treated. This rope has from 20 to 25 percent higher breaking load and abrasion resistance compared with other PP or PE ropes. Good results have also been achieved with PES braided ropes. These are very soft ropes that are assembled with netting like a flat binding. The breaking load of the net's structural ropes must be in proportion to the site exposure. For example, a 14 mm polysteel rope (3.4 tonnes breaking load) is commonly used for the structural ropes in cages in medium-exposure sites.
A standard cage net layout has the following main ropes (see Figure 37):
Top-cover rope
This rope is generally used to fit the top net, or top-cover netting in submersible cages, preventing the fish from escaping while the net pen is underwater.
Top rope
This is the uppermost horizontal rope at the top of the jump net, connected to the
handrail.
Waterline rope
This is the horizontal rope running around at the waterline and collar level. This rope contains rope loops or metal rings that are used to fix the net onto the cage collar. Rope loops should be protected with rubber hose or spliced with thimbles to prevent abrasion.
Extra horizontal rope or ropes
These are one or more horizontal ropes located between the waterline rope and base rope, used to support the framework especially for deep net cages and in net cages employed in high-energy sites.
Vertical ropes
The vertical ropes attach the net to the collar and hold all of the net's weight. It is common practice to have as many vertical ropes as there are brackets on the collar. Each vertical rope crosses the top rope, the waterline rope and the base rope. Each crossing is reinforced with hand-stitching. Each vertical rope has at least three spliced rope loops with thimbles (or rings) to attach the net to the stanchion (at the top rope level), to the cage collar (at the waterline level) and to the sinker system (base rope level). The waterline loops are the most important connections of the net, as these points will take the majority of the net's load. Some of these can continue as base crossed ropes - these are also called lifting up ropes. It is good practice to use these ropes to lift the net when installing or dismantling the net cages.
Note: Ensure that all the waterline spliced rope loops with thimbles are well fastened on the bracket base, and that these attachment points are supporting the net load. The upper part of the net - the jump net - must be loose and the handrail must not be supporting any loads (see Figure 34).
Base rope
This is a horizontal rope placed where the side-net and base net are joined.
Base cross ropes
These are ropes that cross the base, in a grid system (Figure 38), through the centre of the base. (At the centre, either a rope ring or steel ring is occasionally installed.) The ends of the base cross ropes are fixed onto the base rope, and usually consist of 6-12 radial ropes originating at the centre of the base net. The overall design can be tailored differently for each farm. Very exposed sites may require as many base ropes as vertical ropes (Figure 39); in this case, each base rope will be spliced directly onto the corresponding vertical rope, which will offer increased strength.
Pulling lines (optional)
Slack lines that run on the outside of the net cage, from the top loop at handrail, to the base rope loop (along with the vertical lift-up lines). These are used for supporting lift-up of the net cage and/or installation of the sinking system (ballasts).
Mortality collector line (optional)
This line connects to the optional dead-fish collector net, i.e. a small net device that can be operated from the surface without the help of divers, which is used to retrieve this net to collect any dead fish lying on the bottom of the net cage.
")
Lead-line ropes (optional)
Lead-lines are used as additional weights and are sewn on the base rope and/or base crossed ropes. The lead-line ropes also enable the base part of the net to sink more quickly, making installation of the net cage easier.
Note: At the corresponding point of each vertical/ horizontal rope crossing, reinforcement is recommended by hand-made stitching using nylon- braided twine. A portion of netting can be left unrigged at the rope's crossing (see Plate 76).
Seams
Netting and ropes are assembled together through seams that can be handmade or done using special sewing machines. There are two different types of seams in a net cage:
1. Net to net seam (Plate 55a): These seams are generally made by machine, using nylon thread or nylon/PES twine (210/36). They can be produced by passing the twine over the same place one to three times.
2. Net to rope seam (Plate 55b): This can be done both by hand (Plate 56) and by machine (Plate 57). In hand sewing, there is no limit to the net twine or rope dimensions (Plate 58). Machine sewing, however, is generally limited to a maximum
of 24 mm twisted rope on 210/96 net, or 18 mm rope on 210/400 net.
The seams joining net to rope by machine can be done as a:
Single seam, where the sewing machine builds a seam around the rope like a sock (Plate 59).
Double seam inside rope, where the seam is made by passing the sewing yarn inside the rope. This seam fixes the net to the rope, avoiding any possible decoupling of the rope from the seam (Plate 60).
? Double seam, with a single seam outside the rope and another seam inside the rope (Plate 61).

Net connecters – loops, rings and zippers
Any knots or splices in a rope will reduce the breaking load (BL) (Figure 40). Splicing is the most reliable way of connecting two ropes and retains the highest percentage of the breaking load. Splicing is therefore recommended for all attachment points on the net.
The ropes of the net cage are provided with a number of connection points that will allow the proper installation of the net onto the collar, the handrail, the sinker system and any other cage component that needs to be connected with the cage net.


Each of these connections will have different requirements regarding strength and abrasion resistance.
Lifting points are always placed on the ropes, and never on the netting panel. The netting itself should not bear any weight nor be subjected to loads; any load on the net cage should be borne on the ropes.
The different kinds of connections can be seen in Plates 62–68, and include:
1. Rope looped with flexible pipe protection
2. Plastic thimble
3. Plastic or steel ring
4. Rope looped without protection
5. Free rope
Some of the different locations on the cage net that need to be connected are included in the following section. Each of these connection locations will use one of the connections types listed above.
Top loops
Top loops are used for connecting the jump net to the handrail (Plate 62). These loops are spliced into the top rope, or onto the vertical rope at the top rope level. These loops should be protected from abrasion with pipe or plastic thimbles. An additional tie rope may be spliced or tied into the loop in order to secure the top rope to the handrail pipe or stanchions (Plate 63).
Waterline loops
Waterline loops are used to connect the net to the collar (Plates 64–65). These loops are spliced into the waterline rope, or onto the vertical rope at the waterline level.
Normally, the loop will be protected by plastic pipe. A tie rope may be spliced or tied into the loop in order to tie the waterline rope to the floating collar, attaching on the inner pipe or stanchion base.
Base rope loops
Base rope loops serve to connect the bottom of the net to the sinker system (Plate 66).
Base rope loops are spliced into the base rope or on the vertical rope at the base rope
.")
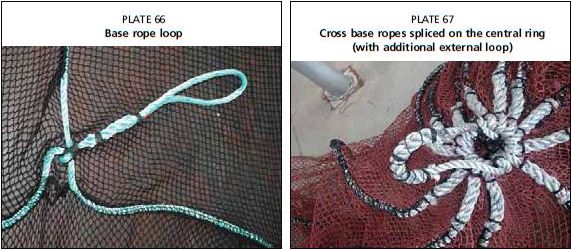

level. From these loops, a secondary tie rope is spliced or tied into the loop, in order to complete the connection to the sinkers or sinker tube.
Base crossed rope loops
Base crossed rope loops are located at the centre of the base, where base crossed ropes are joined together (Plate 67). These are connected by lashing or splicing the cross ropes onto a rope ring. An additional rope loop or steel ring might be installed as an inside loop or an outside loop. The outside loop is used for ballast attachment to create a conical base shape, while the inside loop can be used for a dead fish collector rope (Figure 37). Both the internal and the external central loops are useful to lift the net while harvesting or for net installation or changing.
Rings
Rings can be used as additional attachment points from the net ropes, either external or internal. For example, on the vertical rope (on the external side of the cage), rings can secure the net to the sinker lines. Rings are made of plastic, stainless steel or hot-dipped galvanized steel, and can be placed in various locations on the cage according to the farmer's preference (Plate 68).
Marine zippers
In recent years, the use of large marine zippers has increased in cage culture for different reasons (Plate 69). Zippers are useful to fasten cage parts, fishing nets and cage access doors quickly and securely. They are usually plastic- moulded zippers, with plastic teeth that are considerably larger than the zippers commonly used for clothing (Plate 70).

In some large cages, the nets may be divided into two identical halves by a marine zipper to facilitate the handling of the net cage (the weight to be handled is halved) during installation and removal. When the new cage is installed, the two halves are positioned outside the older net and then a diver runs the slider along the zipper fastener, thereby closing the new net.
Marine zippers have a breaking load (BL) of up to 5.9 tonnes/m.
To separate a fouled net, the slider is separated from one side of the zipper and, without having to unzip the zipper, the net can be easily and quickly opened by just pulling the two sides apart (similar to when there is a zip malfunction in a garment).
In the case of longer zip fastenings that attach two cage halves, it is good practice to secure the zipper with additional cable ties fastened across the zip every metre.
Zippers are also used to provide divers with access to submerged cages for inspection (Plate 71). The opening is aligned vertically along the wall of netting, and it is usually a couple of metres long to allow access to the diver. Again, it is sound practice to always secure the slider with a cable tie after each cage inspection.
In submersible cages, zippers are also used to connect the cage top-net to the cage wall, at the top rope level (Plate 72).
The two major constraints on zipper use are: (i) the high cost of the equipment (about USD70/m); and (ii) the need to take great care when handling the nets to ensure that the plastic teeth of the zipper are not damaged, as broken teeth increase the risk of zipper malfunction. A repair kit to replace broken zipper teeth is available commercially.
Alternative connection method
Instead of spliced rope loops with thimbles (as described above), vertical ropes may have 1.5-2 m of free working ends at the top rope level (for fastening the net on the hand rail) and at the base net (to fix the net onto the sinker system). This retains the maximum breaking load of the rope because there are no knots or splices, and will save some installation labour. It may not be feasible during initial construction but it is worth considering.
Net dimensioning
Shape
Nets may have a cylindrical or a reverse truncated cone shape, depending on the size of the base net. If the base net has the same circumference as at the waterline, then the cage will be roughly cylindrical (Figure 41a); if it is smaller, then the shape will be a reverse truncated cone (Figure 41b). A cylinder with a conical base has vertical walls that then come to a point at the centre of the bottom crossings (Figure 41c). A reverse cone base makes mortality collection easier (dead fish will sink to the tip of the cone). A cylindrical shape maximizes the volume of the net cage, while nets with a reverse truncated cone shape may be more suitable in sites with stronger currents.
In cylindrical nets, net depth is equivalent to the wall's depth from waterline to base rope, plus the net cone base height, where present. It is recommended that this depth is equal to or less than one-third of the water depth at the farm site.
The jump net, from the waterline to the handrail, should be at least 50 percent higher than the stanchion. Stanchions are commonly one metre high, so the jump net should be 1.5 m high.
FIGURE 41 Cage net shapes
b
Notes: cylindrical (a), truncated cone (b) cylindrical with a reverse cone base (c), and tapered conical shape (d).
d
Volume
It is important to calculate the volume in order to understand the stocking density and water exchange rates. The volume depends on the shape of the object. Some general formulae and an example are provided below.
Formulae to calculate volumes
Cylindrical shape:
Truncated cone shape:
Tapered conical shape:
where,
V = volume
? = 3.14
V=лr b
Van b (r2+ Rr + R2)
V = (x2 b)
b = height of the wall of the net (without considering the jump net) r = radius of the net (half of the net circumference divided by 3.14)
R radius of the base net
The base net may be a conical shape (Figure 41c), which increases the overall volume of the cage. In this case, the volume of the reverse cone must also be added to the cylinder volume to provide the total cage volume.
Formula to calculate the volume of the reverse cone formed by the base net V = 1?2 (? R2 b)
where,
V = volume
? = 3.14
b = depth of the cone
R = radius of the base net
Formula to calculate radius (R) and diameter (D)
D=С/л
R=D/2
where,
D = diameter
C = circumference
? = 3.14
The circumference of the net should be slightly less than the circumference of the cage collar so that the net, once installed, will not be in contact with the cage collar, and any damage caused by abrasion will be reduced. The cage circumference should be at least one metre less than the cage collar circumference. This will keep the net about 15 cm away from the cage collar.
Example
Cage collar circumference = 60 m
Cage collar diameter 60 m / 3.14 19.1 m
Net cage circumference = 59 m
Net cage diameter 59 m / 3.14 187 m
Difference in diameters 19.1 m-18.7 m 0.31 m = 31 cm Distance of cage net from cage collar = 31 cm/2 = 15.5 cm
Structural details
For exposed sites, additional elements can be added during the net manufacturing process to increase net cage safety and minimize the risk of netting failure.
An anti-abrasion panel added at the waterline level will prevent the abrasion of the net by the plastic collar and by any possible hard fouling on the net (see Figure 37). This panel is mounted onto the external-facing side of the net; it is usually made with netting that has a mesh size and a twine number larger than the internal netting. The anti-abrasion panel will cover the cage net completely from the top line up to at least 0.5 m above the waterline rope. In addition, anti-abrasion netting can be used around the centre of the base, especially when using dead-fish collectors. In this case, it will be made of the same or similar netting as the main net.
A critical point for a net cage is the base rope, where the base net and the side net are joined together. This is where the attachment points for the sinker system are joined onto the base rope. There are four load components in this zone (see Plate 73): (1) the vertical load component, running along the vertical rope on the side net, (2) the horizontal load tangential along the base rope; (3) the downward-external load running along the line attached to the sink er system; and (4) the horizontal-internal load along the netting of the base net. The force of these four components is distributed along the ropes (the vertical rope, the base rope and the rope to the sinker system) and along the netting (the base net). If some exceptional force is applied to this point (e.g. during a storm or a stronger-than- normal current), the netting of the base net will be the weak point where damage may occur.

To prevent fish from escaping if the netting fails, an additional internal net panel (identified as a reinforcing panel) can be added to the cage near the base rope (Plate 74). This reinforcing panel is
sewn onto the base net and the net wall, at points about 50 cm from the base rope. This panel is usually made of the same netting as the net cage (Plate 75).
To further reduce the risk of damage to netting, a special sewing method can be used. A small section of the net, about 20 cm in the bottom corner of the net panel is not sewn onto the ropes all the way to the corner where the ropes meet (Plate 76). This will distribute onto a larger area of the netting the load forces that are carried by these attachment points.
Net treatments - antifouling and UV protection
Biofouling is one of the major management issues in aquaculture, and it represents a serious threat for a net cage if not properly addressed. The fouling includes diverse macroalgae, bivalves (such as mussels and oysters), corals, sea urchins, sponges and others sessile organisms. All of these settle out of the plankton onto the nets and farm
structures.
Biofouling directly or indirectly inflicts damage on the net. Direct damage is caused by shells or other hard parts of invertebrates rubbing against the netting and ropes and, thereby, causing damage, such as holes in the netting or severed ropes. This structural failure is often associated with the abrasive action of the fouling itself, and mainly occurs in the netting panels. The indirect damage can be caused by the structural failure of netting or ropes owing to the increased loads on the cage.
Furthermore, abundant biofouling reduces the water exchange in the cage, resulting in poor water quality for the fish (see Plate 71). The immediate and more dangerous effect of excessive biofouling is the depletion of DO in the cage. This may have different effects on the fish, ranging from a sudden reduction in feed consumption, to increased incidences of pathogens and disease outbreaks, up to the loss of the entire cohort of fish owing to anoxia. Fingerlings in cages with a small net-mesh size are the most vulnerable to catastrophic losses, especially if periods with low or no current occur at the site.
To prevent biofouling settlement, nets can be treated with antifouling coatings to inhibit the build-up of marine organisms and thereby reduce the likelihood of damage. Treated nets can be changed less often than untreated nets, which reduces labour costs.
Antifouling can also extend the working life of the net by reducing the degradation of the polymers caused by UV light, and by reducing the wear and tear experienced during cleaning. However, it is also important to stress that antifouling coatings can also reduce the breaking load of the netting.
Usually, an antifouling treatment should last from 9 to 12 months, depending on sea conditions.
Most antifouling paints used as net treatments in the fish farming industry today contain cuprous oxide as the active ingredient. The antifouling activity of copper- based treatments is achieved by the cuprous oxide (Cu2O), which dissociates to release the cuprous ion (Cut). This ion further oxidizes to the cupric ion (Cu), which is mainly responsible for the toxicity that prevents the growth of biofouling organisms.. However, zinc-based biocides are also used.
The presence of copper and zinc is a major concern for the environmental sustainability of these products because these chemicals are released into the marine environment as significant and persistent pollutants. Some biting fish (e.g. breams) can also ingest these heavy metal ions by biting the nets, thereby creating a risk of heavy metal contamination in the fish. For these reasons, various production protocols or regulations (e.g. the organic aquaculture production regulations in Italy) ban the use of antifouling on nets.
Antifouling coatings used in aquaculture are mainly water-soluble. A few commercial antifouling paints used in aquaculture include the following.
Netrex AF: Produced by NetK em, this is a wax-based paint containing 3 per cent cuprous oxide. This treatment can be applied to wet nets. Nets must be dried about eight hours before being used in the sea. After treatment and net drying, the nylon net's weight increases by 10-20 percent. This added weight is commonly called "net pickup".
• Flexgard: Produced by Flexbar, this is a lattice-like treatment that may be diluted in up to 100 percent water in the concentrate formula. Nets must be clean before treatment, and are soaked for 20 minutes before being left to dry for three days. Fish can be introduced after a further 72 hours. After treatment, the net's pickup is 30-35 percent for nylon, and 40-45 percent for HPPE.
• Aquasafe: Produced by Steen-Hansen, this is a water-based antifoulant made in Norway. It is an unscented product, with its basic ingredient of cuprous oxide. The pickup of nets treated with this product is about 35 percent.
Nets are coated with antifouling paint by dipping and drying (Plate 77). The whole net is dipped into a tank full of antifouling paint (Note: a sufficient amount of paint is required to properly coat a net), left in the tank for a few minutes and then hung up to dry for several hours. This treatment is performed by net producers in dedicated buildings, where the nets are treated and hung up indoors for drying.
In addition to the UV light stabilizers added to fibres during production, there are also specific products that can further protect the net from UV light. Similarly to the antifouling treatments, these coatings have to be applied by net dipping and drying. One example is FlexdipTM, a black net coating that preserves the nylon from UV degradation and makes the net easier to clean, as the fouling organisms are unable to penetrate the netting fibres, and so are unable to gain a firm anchor on the netting. This coating has also proved effective in preventing damage caused by grazing fish, such as gilthead seabream and cod. Not only does it bind any loose threads, which may attract the fish, but it also prevents any loose ends from fraying. In untreated netting, fraying attracts more fish, leading to larger holes developing quickly.

Other coatings generally used in certified organic farming are also available on the market. These products are designed to facilitate net cleaning, where antifoulant coatings are not allowed. These coatings (e.g, Flexdip or Ecopolish) can be applied by dipping (Plate 78). After drying, the net feels slippery, making the biofouling attachments weaker, so that the net can be cleaned more easily. These coatings do not contain any heavy metal in their formulation.
Other products can be applied as "primer- like" coatings, in order to reduce the absorption of the synthetic fibres, and consequently reduce the antifoulant coating pickup.
Predator nets
Net pens containing live or dead fish attract a wide range of predators, including birds, sea lions and sharks. Predation represents one of the uncontrolled factors in the stock balance (see Chapter 7), representing a non-quantifiable amount of biomass lost from the batch. To gain access to their prey, the predators may also damage the net, thereby causing additional fish losses (escapees). The cage must be protected against these kinds of attacks, which if they cause damage to the net, can become more costly than the predation itself.
Bird nets
Cormorants, seagulls and other birds of prey may represent a threat to the farmed fish. These predators can take many fish if the fish are small. Cormorants are a particular problem, as they perch on newly stocked cages for long. periods. Moreover, birds can cause damage to fish of marketable size such that the fish can no longer be sold.
The most efficient way to prevent bird predation is to cover the open top of the cage with a bird net (Plate 79). This net should have a large mesh size (e.g. 100 mm) and be mounted with a rope running along the perimeter of the cage. Additional diagonal cross ropes may be added for strength.
The bird net must be kept out of the water. To achieve this, the net must be mounted securely on the handrail. If the cage is very large, the bird net may not be sufficiently taut, and it may lie in the water at its centre. This must be avoided because fish can be damaged by the bird net's twine when feeding. Furthermore, the net could become fouled, making it difficult to handle. The bird net has to be removed and reinstalled whenever the fish are harvested.


Special floating supports have been developed to lift the bird net out of the water. There are different models of supports made from HDPE pipes, but the most commonly used structure is comprised of a floating collar with vertical supports, connected to a smaller collar supporting the bird net (Plate 80).
Bird nets can also be held clear of the water by stakes fixed on the stanchions. Several stakes around the cage are fixed on the stanchions, and the bird net is hung from the top of these stakes by a system of ropes and pulleys (Plate 81).
Shark nets
Damage from fish (large predators such as sharks) or seals can be very serious. Underwater predators are usually attracted by the dead fish lying on the bottom of the base net. They try to eat these fish through the net, causing damage by tearing the netting. This can then result in fish escaping through the breach in the net.
Underwater-predator nets are used in sites where this problem can occur (Plate 82 and Figure 42). DyneemaTM netting is a good material to use for this kind of anti-predator nets, being light in weight and very robust. It is strong enough to resist large predators such as seals and sharks. The design of underwater- predator nets depends on the cage design, and is usually discussed with the net manufacturer beforehand. The base net is the most important part of the net to be protected, and an additional external net is therefore often mounted outside the base net (Plate 82).
Marine mammals
A predator net that covers the whole under wat er part of the cage net (not just the bottom part) could be a solution against marine mammal predation (seals and sea lions). Sea lions have the ability to push down and climb over the hand rails onto the aerial protection net to try and access the fish from above. In areas where sea lions are present, perimeter protection is also used so that the animal cannot haul out on to the piping.
PET monofilament nets
More recently, the use of PET (polyethylene terephthalate) monofilament nets against predators is increasing; PET nets have good strength and at the same time are relatively low in weight. The tread itself is uniform and the hard surface gives a more resistant net material than standard nylon. Since the net is rather stiff, the mesh size and opening keep generally retains its original shape allowing a good water flow through the net cage. Compared with standard net produced from nylon where the life span is normally 4-6 years, the PET monofilament nets
have around 14 years life span provided that normal maintenance is done.
The PET monofilament nets are made with an hexagonal mesh, with a thread. thickness of approximately 3 mm and different mesh widths (mesh size) starting from 40 mm and above. The weigh is approximately 500-600 grams/m2. Example of mesh sizes available for PET monofilament nets are provided in Table 30.